
球形彎頭磨損的數值模擬與試驗研究
摘要:針對輸送系統中弧形彎頭易被磨損失效的問題,提出一種球形彎頭來替代弧形彎頭以提高彎頭使用壽命。通過Fluent14.5模擬分析2種類型彎頭的流場特性,探明了不同顆粒對彎頭的沖蝕磨損規律及彎頭的磨損分布特征,并進行了球形彎頭與弧形彎頭磨損對比試驗模擬和試驗結果均表明,弧形彎頭的較大磨損率是球形彎頭的4倍。
0 引言
在選煤廠中,重介質輸送管道、煤泥輸送管道系統磨損失效嚴重,而由于輸送固液兩相流時造成彎頭的沖蝕磨損失效尤為常見 在管路輸送系統中,彎頭的沖蝕磨損是直管的50倍。由彎頭沖蝕磨損造成事故、停工的現象時有發生,不僅影響工作效率,對現場環境和施工人員造成潛在威脅。現代工業上一般采用更換耐磨材料與彎頭局部加厚的方法延長彎頭使用壽命,這不僅增加生產成本,更不能從根本上解決彎頭的磨損失效問題。因此本文提出研發球形彎頭來減緩彎頭內壁的直接沖擊,降低沖蝕磨損。
1 2種彎頭的數值模擬
1。1 建模與網格劃分
利用Solidworks軟件建立三維實體計算模型,尺寸參數如圖1所示,建立弧形彎頭和球形彎頭的流體域模型,然后利用ICEM CFD軟件進行網格劃分,網格單元采用六面體結構,網格如圖2所示。弧形彎頭共網格單元38 727個,球形彎頭共網格單元65 035個。
1,2 邊界條件與求解器設置
為對比2種彎頭的磨損性能,采用Fluent 14.5對其進行固一液兩相模擬計算 選用Mixture混合模型,湍流模型選用標準的K-E湍流模型,磨損模型采用DPM沖蝕磨損模型。

給料口邊界條件設置為velocity-inlet,出I=I設置為pressure—outlet,壁面邊界條件連續相設置為“No—Slip”壁面,壓力一速度耦合算法采用SIMPLE算法,壓力、動量、湍動能和湍流擴散率的離散格式均采用一階迎風格式。
水相與顆粒相速度均與試驗工況相同,給料中所加顆粒為石英砂,密度2 650 kg/m3,物料的質量濃度10%,設置固相顆粒粒度分別為6,5、38、90、150、250、500 Ixm,將500 m顆粒視為大顆粒,其占總固相濃度的25% ,其余均視為小顆粒,小顆粒石英砂占總固相體積濃度的75%。
2 模擬結果分析
通過對模擬中2種彎頭的速度分布、磨損率分布進行分析,探究彎頭磨損原因。
2,1 速度分布對比
彎頭內的速度與彎頭的磨損量呈指數關系,高速固相顆粒是彎頭失效的主要原因,2種彎頭的速度分布如圖3所示。

從圖3(a)可見,弧形彎頭的進口直管段速度分布基本不變,隨著直管段接近彎管,彎管段速度增大,且速度沿半徑方向由外側向內側呈階梯狀增長,在彎管內側達到較大8.800 m/s。在彎管出El位置,其外側速度高于內側速度,靠近出口直管段外側的速度在7.040~7.920 m/s變化。由此可知物料進入直管內較短距離內速度變化不明顯,隨著彎管段結構改變,物料流動方向與所受離心力作用改變造成速度在環形區域呈階梯狀增長 而靠近出口直管外側速度增大,其主要是出口直管外側直接受到彎管內側高速流的圓周切向運動沖擊的結果 從圖3(b)可見,與弧形彎頭相比球形彎頭的進VI直管段速度有所降低,速度在5.856~6.588 m/s。而進入球體后,除球體中心區域速度較高,球壁速度降低出現速度“死區”,降低了對球壁的沖蝕作用 球形彎頭的較高速度出現在球體出口直管段。速度分布于6,5887.320 m/s,其低于弧形彎頭較高速度8.800 m/s分析可知,球形彎頭的球體結構降低進口直管及球壁附近的速度,減弱了速度對彎頭的磨損。
2-2 磨損分布對比
為直觀分析2種彎頭的磨損率分布,通過DPM磨損模型計算彎頭壁面磨損率,模擬的結果如圖4所示。
從圖4(a)可見,弧形彎頭在彎管的外側和出口直管段外側磨損較嚴重,在這2處均出現較大磨損率,較大值2.087x10-s kg/(m2·s)。圖4(b)可見,球形彎頭在球體外側靠近出口直管段的位置磨損嚴重,較大磨損率4.56xl0-6 krd(m2,s)。結合速度場的分布,可知這是含有較多大顆粒的高速固液兩相流沖擊所導致的結果。由此可以得出,2種彎頭的磨損主要是受高速的固相顆粒沖擊的影響。弧形彎頭彎管部分受進口直管段物料的正面沖擊較嚴重。而在球體結構中,直管段進入球體后流動截面增大,物料速度降低,正確地緩沖了物料的沖擊,同時物料在球體內流動時易產生湍流流動,一是隔擋了進入球體高速顆粒對球壁的正面沖擊,正確降低了磨損;二是旋轉流速度較低,對球壁的磨損較輕。但在球體出口位置球壁易受顆粒直接沖擊,造成球形彎頭較大磨損率發生在直管和球體相接出口位置。

3 試驗研究
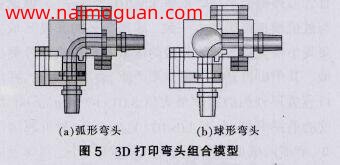
以石英砂為原料,0~250um粒徑石英砂占75%,250~500 m粒徑石英砂占25% ,實驗進料質量濃度10% ,流速6.5 m/So磨損前對彎頭進行烘干處理后稱重。稱重的誤差在0.001 go試驗中將彎頭進行塊劃分為進口直管外側、內側、彎頭外側、彎頭內側、出口直管外側、內側6部分,彎頭模型如圖5所示。
進行64h沖擊磨損試驗后所得彎頭各部位平均磨損率對應關系如圖6和圖7所示。
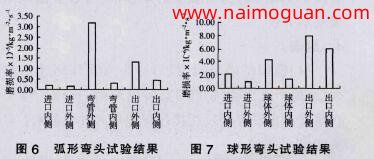
從圖6、圖7可見:弧形彎頭的彎管外側和出E直管段外側,其磨損較為嚴重。弧形彎頭的彎管外側平均磨損率較大。較大值3.21xlO kg/(m ·S),出口直管段外側的平均磨損率1,3x10 kg/(mz·s)。該試驗與數值模擬結果基本一致 球形彎頭的磨損區域主要集中在直管與球體相接的區域和出口直管外側區域 其中出口直管磨損變形嚴重,由圖7可見,在出口直管段外側磨損率較大值8.01~10 k (m ·s),球壁的磨損率較小,為4.0xl0 kg/(m·s)。分析原因可知,磨損區域是速度較高的大顆粒集中區,而球壁內側出現顆粒運動“死區” 通過試驗得出弧形彎頭的磨損率是球形彎頭磨損率的4~5倍,與數值模擬結果基本一致。
4 結語
(1)模擬結果表明,弧形彎頭彎管外側速度較大。磨損嚴重,其次是出口直管段外側。而球形彎頭在球壁和出口直管段相接位置速度較小,減緩了彎頭磨損。
(2)試驗結果表明,球形彎頭和弧形彎頭較大磨損率均出現在出口直管段,在球形彎頭的出口直管段外側出現磨損變形,這是顆粒沿彎管外側劇烈沖擊的結果。通過較大磨損率比較,球形彎頭的使用壽命是弧形彎頭的4倍。與模擬結果一致。
(3)磨損率隨速度的升高而明顯變大。管道輸送系統設計時應盡可能降低速度,但球形彎頭礦漿流速的設計不得低于臨界流速,以免造成因粗顆粒在彎頭內的沉降而堵塞管道。