
大型雙金屬復合耐磨彎頭鑄造工藝的研制
摘要:采用消失模鑄造工藝制造的大型雙金屬復合耐磨彎頭,外壁非工作層選用16Mn材質鋼管,內壁工作層材質為高鉻鑄鐵。從彎頭材質成分選擇、熔煉工藝、消失模鑄造工藝及熱處理工藝等方面介紹了彎頭的制備技術及方法,分析并解決了鑄造過程中出現的塌箱、脹箱問題。通過磨損試驗證明,雙金屬復合彎頭的耐磨損性能為16Mn材質彎頭的2倍。經實踐考核得出復合彎頭的使用壽命是原配單一材質彎頭的2一3倍。
煤粉輸送管道是火電廠運營過程中的關鍵配件煤粉的輸送是一個快速而持續的過程,較快的輸送速度使管道承受嚴重的沖擊磨損,在彎頭部位經常發生穿洞失效現象,使用壽命僅為直管的 1 /3,頻繁的維修補焊已成為影響煤粉輸送效率的重要因素之一卩]。目前,電廠使用的彎頭多為 16Mn單一材質,硬度低,耐磨性能差。單位承接某電廠大型彎頭,金屬焊接制成,其形狀如圖1。為提高彎頭的使用壽命,將單一材質改為雙金屬復合彎頭,彎頭尺寸較大,為保證其品質,采用消失模鑄造工藝[2]。

1.偏心狀"泡沫模型;2.抽真空鋼管;3.直澆道;4.內澆道圖1大型復合彎頭示意圖;
1試驗方法
雙金屬耐磨彎頭外壁非工作層采用鋼管分節對接,內部工作層模型由手工電阻絲切割聚苯乙烯泡沫而成,涂刷水基石英粉專用耐火涂料,在烘干室內進行干燥,選用底抽式真空砂箱;砂箱于二維振動臺進行震動;采用中頻感應爐熔煉高鉻鑄鐵,澆注前,開啟抽真空系統鐵液出爐溫度為1 480 ℃,澆注溫度控制在1420、1430 ℃,熱處理在臺車式電阻爐內進行,耐磨性試驗在NUS-IS03型磨粒磨損試驗機上進行。
2試制過程與結果分析
2• 1彎頭材質成分選擇
輸送煤粉過程中,彎頭部位承受煤粉的沖擊與磨損嚴重,因此要求彎頭具備很好的耐磨性,同時,彎頭的安裝、拆卸、以及使用過程中的維修都要求其具有良好的焊接性能。在電廠工況下,高鉻鑄鐵的抗磨損性能是較好的[1],但脆性很高,若單一使用高鉻鑄鐵材質,彎頭不能焊接。使用16Mn材質鋼管與之復合鑄造,不僅使彎頭具備了良好的耐磨性能,而且實現了焊接,很大程度提升了彎頭的使用周期。
試驗彎頭工作層高鉻鑄鐵各元素含量根據 GB/T8263 •2010中BTMCr巧選定腳為:2•0%、3 • 6%
C ; 1.2%Si;2 •0%Mn;14%、18%Cr;3 •0%MO;
2.5%Ni;Cu< 1.2%;0,06%P;0•06%S。彎頭外層非工作層選用16N材質鋼管。
2•2復合彎頭非工作部位制作工藝
所研制的彎頭外型尺寸如圖1,中心弧長為 1 282mm,對應的半徑為RI 050mm,彎頭兩端所成中心角為70。;采購成品16Mn材質鋼管,鋼管外徑為273mm,壁厚6mm,用線切割的方法,將鋼管根據所試制彎頭的角度切分為7段,并按1:1放大樣進行焊接,形成彎頭的非工作部位。
2•3工作部位模型制作工藝
工業發達的在開發消失模鑄造工藝的過程中,重點對大型鑄件泡沫模型的熱解特性,金屬充型凝固特性,干砂充填緊實度等專題進行研究,并取得了很好效果。因所制彎頭尺寸較大,故內部工作部位采用消失模鑄造工藝制備。
煤粉在輸送過程中,彎頭背部所受的沖擊磨損較嚴重,所以內部工作層設計采用沿弧逐漸加厚的 “偏心"結構,如圖1中1所示;彎頭內部工作層“偏心"狀模型的制作選用聚苯乙烯泡沫,采用電阻絲手工切割,鑄造收縮率為1%。將泡沫模型分節切割,填充于鋼管彎頭內,并盡量做到嚴絲合縫,有縫隙之處用報紙粘貼嚴實,填堵完成后涂刷鎂砂粉涂料,涂層厚度約2 • 2•5 mmo因彎頭尺寸較大,為防止塌箱,涂料涂刷4遍,每層涂刷后在烘干室內進行烘干,待完全干燥后涂刷下一層。
2•4澆注系統設計
由于彎頭尺寸較大,采用水平式澆注易發生塌
箱事故。經試驗,澆注工藝采用如圖1中的豎立式階梯澆注[7]。階梯澆注系統分2層澆道,兩個內澆道向同一方向傾斜;便于補縮、同時防止鐵液冷卻收縮將其拉裂。根據文獻介紹[8],階梯式澆注系統的直澆道截面積應大于其他澆道截面積,研制試驗設計直澆道截面尺寸45mm×45mm,內澆道截面尺寸
30 mmx45 mm,長180mm。
2•5模型合箱
彎頭內涂料完全干透后,將模型與澆注系統組裝完整,同時在彎頭內設置抽真空鋼管,圖1中2 所示。
之前試制過程中因沒設抽真空鋼管,發生脹箱和塌箱現象,致鑄件不合格,經分析討論其原因為:彎頭內腔型砂緊密度和硬度不夠。彎頭內部設置抽真空鋼管可增強型砂硬度和緊密度,防止脹箱等現象發生。
抽真空鋼管固定于彎頭內中心位置,避免偏心與內壁接觸,防止抽塌。將組裝好的模型整體放人砂箱內,檢查涂料有無脫落或“露白"現象,若有發生及時用泥粘嚴,避免澆注時型砂進人鑄件形成夾砂。
砂箱內以硅砂作為型砂,模型在砂箱內的吃砂量為:下部90、100mm,四壁與上部120、巧Omm。將砂箱置于二維震動臺震動1 min左右,后吊人澆注坑。表面覆蓋塑料薄膜,放置澆口杯,將潮砂覆于薄膜上,用于固定澆口杯以及防止外濺鐵液燒破薄膜而泄壓
2•6鐵液熔煉與澆注
高鉻鑄鐵的熔煉在250 kg中頻感應爐內進行,按照已設定鐵液的化學成分進行配料計算。裝爐時爐料要緊密,以求快速熔化;開始通電6、8min 內先以小功率送電,待電流沖擊停止后,逐漸將功率增大;熔煉過程中應隨時推料防止“搭橋",并陸續添加爐料。待爐料全部熔化,溫度升到約1480 ℃時出鐵液,并開啟真空泵,鐵液鎮靜 2、3 min后進行澆注。澆注完成后將負壓度調整為娌025 a,抽真空保持巧min關閉真空泵,鑄件于砂箱內保溫8 h倒箱。鑄件在空氣中冷卻。
2•7熱處理工藝
為了提高大型復合彎頭使用壽命,達到火力發電廠輸送煤粉的指標要求,對彎頭進行了正火和回火處理。正火和回火工藝如圖2和圖3所示。
2•8耐磨性試驗及結果分析
為對比雙金屬耐磨彎頭與單一材質16Mn彎頭的耐磨損性能,分別從研制成功的雙金屬彎頭及16Mn 彎頭上取樣,進行了磨粒磨損試驗。
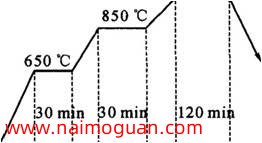
時間/min 圖2彎頭正火工藝
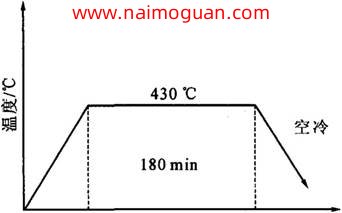
圖3彎頭回火工藝
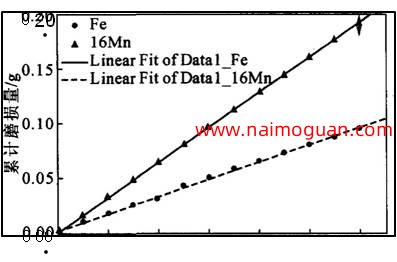
將試樣制成50 mmx50 mmx4 mm的試樣塊,于NUS-IS03型磨粒磨損試驗機上進行磨損試驗,記錄試樣減重量;對試驗機“往復次數"及試樣塊
“累計減重量"用的函數關系0軟件進行直線擬合,分別得到如圖4所示的兩條直線,直線斜率即表示試樣的磨損率。
200 400 600 800 1000 1200 往復次數
圖4試樣往復次數一累計減重量關系圖
圖4中兩種試樣對應的斜率分別為: Kl:7• 8× 10 5
1<2:1.6× 104 從圖4中直線斜率可以得出:雙金屬耐磨彎頭試樣的耐磨性能是16Mn材質彎頭耐磨性能的
2 • 05倍
2•9大型雙金屬彎頭的應用研制成功的大型復合彎頭在某電廠進行了裝機試驗,現場跟蹤表明:使用了18個月未發現穿孔失效現象,較該電廠原配彎頭使用壽命提高2、3倍,品質得到該電廠的認可。
3結論
(1) 采用消失模固液復合鑄造16Mn材質鋼一高鉻鑄鐵復合大型彎頭,既保證了彎頭良好的焊接性能,同時擁有很高的耐磨性,大幅度增加了彎頭的使用周期,提高了煤粉輸送效率。
(2) 澆注過程中,采用豎立式階梯澆注并在復合彎頭內添加抽真空鋼管,解決了塌箱、脹箱問題。
(3) 與單一材質16Mn彎頭相比,雙金屬復合彎頭的耐磨性能是其2 ℃ 5倍,使用壽命較前者提高2、3倍。